| |
| Химический анализ |
| Отзывы |
| Вакансии |
| Контакты |
Метод акустической эмиссии |
Акустическая эмиссия (АЭ) – явление распространения упругих колебаний (акустических волн), генерируемых внезапной деформацией напряженного материала.
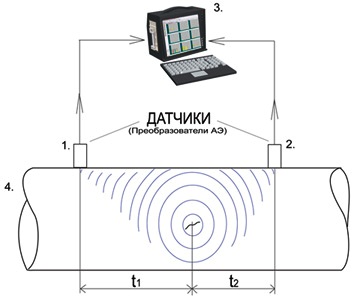
По зарегистрированному времени прихода сигнала ti на i-й приемник (датчик) системой определяется разность времени прихода Т (Т= t2 - t1) на разнесенные преемники. Затем по известной скорости звука в материале и известным координатам приемников программой вычисляются координаты источника (дефекта). Схемы расположения датчиков могут быть различными.
Колебания распространяются от источника излучения к датчику (датчикам), где они преобразуются в электрические сигналы. АЭ приборы регистрируют эти сигналы и отображают данные на экране в виде осциллограмм, локаций, цифровых индикаций, на основе которых оператор может оценить состояние и поведение структуры материала под напряжением, обнаружить и определить местонахождение дефектов. Метод АЭ-контроля основан на обнаружении, регистрации и анализе упругих колебаний, возникающих при пластической деформации твердых сред, развитии дефектов (трещины, микротрещины, расслоения, коррозия, водородное охрупчивание и т.п.), трении, утечки (прохождении жидких и газообразных сред через сквозные дефекты). 1. Интегральность метода, которая заключается в том, что, используя один или несколько датчиков, установленных неподвижно на поверхности объекта, можно проконтролировать весь объект целиком (100% контроль). Это свойство метода особенно полезно при исследовании труднодоступных (не доступных) поверхностей контролируемого объекта. 2. В отличие от сканирующих методов НК, метод АЭ не требует тщательной подготовки поверхности объекта контроля. Следовательно, выполнение контроля и его результаты не зависят от состояния поверхности и качества ее обработки. Изоляционное покрытие (если оно имеется) снимается только в местах установки датчиков. 3. Обнаружение и регистрация развивающихся дефектов, что позволяет классифицировать дефекты не по размерам (или по другим косвенным признакам – форме, положению, ориентации дефектов), а по степени их опасности (влияние на прочность) для контролируемого объекта. 4. Высокая производительность, во много раз превосходящая производительность традиционных методов НК, таких как ультразвуковой, радиографический, вихретоковый, магнитный и др. 5. Дистанционность метода – возможность проведения контроля при значительном удалении оператора от исследуемого объекта. Данная особенность метода позволяет эффективно использовать его для контроля (мониторинга) ответственных крупногабаритных конструкций, протяженных или особо опасных объектов без вывода их из эксплуатации и вреда для персонала. 6. Возможность отслеживания различных технологических процессов и оценка технического состояния объекта в режиме реального времени, что позволяет предотвратить аварийное разрушение контролируемого объекта. 7. Максимальное соотношение эффективность \ стоимость.
|